




- Hướng dẫn cách đấu dây điều khiển I/O đúng khi dùng PLC Siemens,Schneider...kích dương
- Mã sản phẩm: PLC SIEMENS, SCHEIDER PHÁT XUNG DƯƠNG
Hướng dẫn cách đấu dây điều khiển I/O đúng khi dùng PLC Siemens,Schneider...kích dương
- Giá: Liên hệ
- THÔNG TIN SẢN PHẨM
- Đặc tính kỹ thuật
- Ứng dụng
Các loại PLC thuộc Châu Á Sản xuất đều phát xung âm.
==> MITSUBIHSI, DELTA, LS, OMRON......
Các loại PLC thuộc Châu Âu Sản xuất đều phát xung dương:
==> Dansfoss, Siemens, Schneider....
Vậy khi phát xung dương thì ta hàn những chân gì? Cách đấu như nào sẽ đúng để tránh hư hỏng Driver Servo.
Cái giắc điều khiển Servo Delta B2,B3 đều 44 chân và được ký hiệu từ 1 đến 15, 16 đến 30, 30 đến 44 như hình:
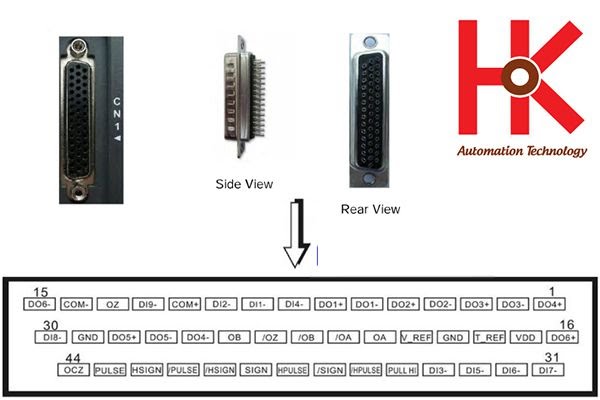
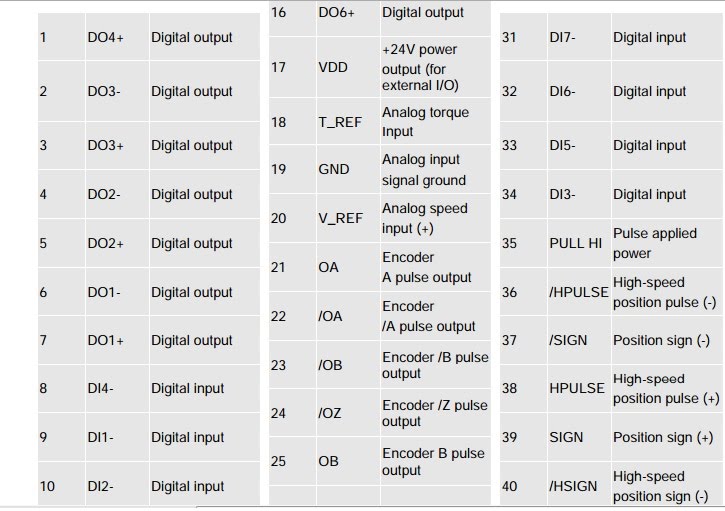
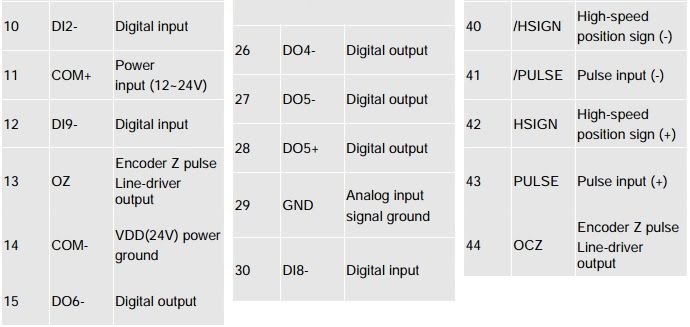
Miêu tả chức năng từng chân như bảng bên dưới:
==> Vậy ở chế độ Postion ( vị trí ) với các PLC hãng Châu Âu sản xuất như hãng Siemens có dòng: S7-200, S7-1200, S7-300, S7-400... thì ta hàn chân 43 PULSE: Pulse input (+) thì mới đúng.
==> Muốn dùng chân đảo chiều thì ta hàn chân 39: Sign (+) mới đúng, Còn chân 35 Pull Hight là chân nguồn của phát xung thì phải đấu với +24V DC nguồn ngoài hoặc cầu với chân 17 VDD nếu dùng nguồn nội.
==> Còn đối với Ngõ vào ngõ ra ( DI: Dightal input /DO: Digital output)
+ Chân 11 COM+ vào + 24VDC nếu dùng nguồn ngoài hoặc cầu với chân 17 VDD nếu dùng nguồn nội
+ Chân 14 COM- vào 0VDC
+ Và chức năng DI/DO làm gì thì hãng đã quy định sẵn 1 số chức năng như Servo On, Alralm, ... Ngoài ra các chân còn lại ta sẽ set theo nhu cầu.
*** Ví dụ như ta dùng chức năng Alrlam, sử dụng chân số 27: D05- Digital output (-), ta kết nối với 0VDC và kết nối chân 28 D05+ Digital output (+) vào ngõ vào PLC như Q0.0, Q0.1.... vì PLC Châu Âu loại ngõ vào kích 0V, nếu đấu ngược lại thì sẽ hư didote driver làm hỏng thiết bị.
*** Còn tại sao chân 27,28 là Arlam hoặc Chân 9 Digital input (-) là Servo On thì ta coi trong User Manul, coi hình bên dươi ta sẽ rõ:

VẬY CHỐT LẠI TA HÀN DÂY VÀ ĐẤU NHƯ SAU:
|
Cáp CN1 - I/O ASD-B2 |
|||||||||
|
Rắc CN1 |
Tên Chân | Màu dây | Đấu nối với PLC | ||||||
|
9 |
DI1 | Trắng | Chân Servo On | ||||||
|
11 |
COM + | Đỏ | Vào + 24V DC | ||||||
|
14 |
COM - | Cam | Vào 0VDC (Bộ Nguồn 24V ngoài) | ||||||
|
27 |
DO5+ | Xám | Vào Input PLC báo lỗi | ||||||
|
28 |
DO5- | Nâu | Vào 0VDC (Bộ Nguồn 24V ngoài) | ||||||
|
35 |
Pull HI | Xanh Dương | Vào + 24V DC | ||||||
|
39 |
SIGN | Tím | Vào Y1 (Đảo chiều servo) | ||||||
|
43 |
PULSE | Đen | Vào Y0 (Nhận xung PLC) | ||||||
|
Còn lại 2 dây không hàn, dự phòng |
|||||||||
|
Các thông số cơ bản: |
|||||||||
|
P2-15, P2-16, P2-17: Thêm số 1 phía trước 22,23,21 để tắt lỗi AL013 tức là cài bằng 122,123,121. |
|||||||||
|
P2-08: = 10 reset thông số về mặc định. ( Chỉ reset được khi servo off: P2-10: 101) |
|||||||||
|
P2-10: =101 Servo off, để servo on cài bằng 001. |
|||||||||
|
P4-05: Test chế độ Job. Cho bằng 0-3000 vòng để test, có thể test chiều thuận ngịch và dĩ nhiên phải cho servo on trước khi test jog (P2-10: 001). |
|||||||||
|
P1-00: Chọn chế độ điều khiển: tốc độ/vị trí/mô men. |
|||||||||
|
P1-44: Hệ số tử của hộp số điện tử, P1-45: hệ số mẫu của hộp số điện tử, |
|||||||||
|
Tỉ số P1-44/P1-45 = Hộp số điện tử |
|||||||||
- BIẾN TẦN
- BỘ LẬP TRÌNH PLC
- PLC DELTA ĐÀI LOAN
- PLC DELTA DVP-SS2
- PLC DELTA DVP-SX2
- PLC DELTA DVP-SV2
- PLC DELTA DVP-SA2
- PLC DELTA DVP-SE
- PLC DELTA DVP-ES2
- PLC DELTA DVP-EC3
- MÔ ĐUN PLC DELTA
- HỖ TRỢ LẬP TRÌNH PLC DELTA
- PLC DELTA DVP-ES3
- PLC DELTA DVP-EH3
- PLC DELTA DVP-EX2
- PLC DELTA DVP-20PM
- PLC DELTA DVP-12SC
- PLC DELTA DVP-MC
- COMMUNICATION CONVERTER
- PLC MITSHUBISHI
- PLC XINJE
- PLC SIEMENS
- PLC OMRON
- PLC INVT
- PLC DELTA ĐÀI LOAN
- MÀN HÌNH HMI
- AC SERVO
- THIẾT BỊ HỖ TRỢ
- BỘ ĐIỀU KHIỂN NHIỆT ĐỘ
- ĐỘNG CƠ BƯỚC - STEP
- LÀM TỦ ĐIỆN PLC
- GIẢI PHÁP KỸ THUẬT

HMI DELTA DOP-110WS 10.1inch Ethernet
Giá: 8.000.000 vnđ

Driver động cơ bước DM860H
Giá: 1.500.000 vnđ

Biến tần Ihtek S100-2S0007N-A
Giá: 1.699.000 vnđ

BIẾN TẦN SLANVERT 0.75KW 220V HOPE65G0.75S2B
Giá: 1.650.000 vnđ

ĐỒNG HỒ NHIỆT ĐỘ DELTA DTK4848R12
Giá: 1.020.000 vnđ

HMI Delta kết nối PLC Delta DOP-DVP
Giá: 200.000 vnđ

Module Analog input 4AI 14Bit Delta DVP04AD-S2
Giá: 2.700.000 vnđ

Biến tần Shihlin SL3-021-0.4K 1 Pha 220V Công suất 0.4Kw
Giá: 1.580.000 vnđ

HMI Mitsubishi GS2107-WTBD-N
Giá: 4.090.000 vnđ

Bộ nguồn 24V 50W PMT-24V50W2BA
Giá: 220.000 vnđ

CÁP LẬP TRÌNH PLC MITSUBISHI USB-SC09-FX
Giá: 300.000 vnđ

HMI PROFACE PFXGP4402WADW-GP4402WW
Giá: 6.500.000 vnđ

Module Delta DVP16SP11T (8 ngõ vào + 8 ngõ ra Transistor)
Giá: 1.200.000 vnđ

Module Delta DVP16SP11R (8 ngõ vào + 8 ngõ ra Relay)
Giá: 1.200.000 vnđ

PLC Delta DVP16ES200T (8 in / 8 out Transistor)
Giá: 2.300.000 vnđ

HMI Delta DOP-103BQ 4.3 inch cơ bản
Giá: 2.100.000 vnđ

PLC Delta DVP12SA211T (8 in / 4 out Transistor)
Giá: 2.300.000 vnđ

PLC Delta DVP14SS211R (8 in / 6 out Relay) PLC Gía Rẻ
Giá: 1.450.000 vnđ

Động cơ bước 86HS085
Giá: 1.200.000 vnđ

HMI Delta kết nối PLC Mitsubishi DOP-FX
Giá: 200.000 vnđ

Biến tần Shihlin SL3-021-0.75K 1 Pha 220V Công suất 0.75Kw
Giá: 1.680.000 vnđ

Biến tần Delta VFD007M21A
Giá: 1.850.000 vnđ

Biến tần Shihlin 0.75Kw 1P 220V SS2-021-0.75K
Giá: 2.480.000 vnđ

HMI Delta DOP-107BV 7 inch cơ bản
Giá: 2.100.000 vnđ

PLC Delta DVP14SS211T (8 in / 6 out Transistor) PLC Gía Rẻ
Giá: 1.450.000 vnđ

BIẾN TẦN DELTA 0.75KW 220V VFD007EL21W-1 GIÁ TỐT NHẤT CO,CQ ĐẦY ĐỦ
Giá: 2.000.000 vnđ

Biến tần Shihlin SC3-021-0.75K 1 Pha 220V Công suất 0.75Kw
Giá: 1.950.000 vnđ

PLC Delta DVP28SA211T (16 in / 12 out Transistor)
Giá: 3.050.000 vnđ

HMI Delta DOP-110CS 10 inch cơ bản
Giá: 4.950.000 vnđ

Bộ lập trình PLC Delta DVP20SX211T 4AI/2A0 Xử Lý Analog
Giá: 4.100.000 vnđ

HMI MITSUBISHI GS2110-WTBD-N
Giá: 8.400.000 vnđ

Màn hình Delta TP04G-AS2 3inch
Giá: Liên hệ

BỘ ĐIỀU KHIỂN SERVO ASD-B3-0421-L 400W
Giá: 3.900.000 vnđ

Mô đun FX2N-16EX
Giá: 910.000 vnđ

PLC Delta DVP28SS211T (16 in / 12 out Transitor) Loại giá rẻ
Giá: 2.400.000 vnđ

CÁP LẬP TRÌNH PLC DELTA
Giá: 300.000 vnđ

BỘ SERVO DELTA B2 400W GIÁ RẺ
Giá: 7.000.000 vnđ

PLC Mitsubishi FX1S-20MR-001 (12 In / 8 Out Relay)
Giá: 1.900.000 vnđ

BỘ SERVO DELTA B2 750W GIÁ RẺ
Giá: 8.000.000 vnđ

ĐỘNG CƠ SERVO DELTA ECMA-C20604RS 400W
Giá: 4.000.000 vnđ

Biến tần Janson Control FC110-4T-0.75G
Giá: 100 vnđ

HMI DELTA DOP-107CV 7inch 2 cổng COM Độc lập
Giá: 3.900.000 vnđ

BỘ SERVO DELTA B2 1KW GIÁ RẺ
Giá: 12.000.000 vnđ

HMI DELTA DOP-107DV 7inch Ethernet Delta
Giá: 3.500.000 vnđ

BỘ SERVO DELTA B2 1.5KW GIÁ RẺ
Giá: 15.000.000 vnđ

ECMA-C20807RS
Giá: 5.000.000 vnđ

BỘ SERVO DELTA B2 2KW GIÁ RẺ
Giá: 18.000.000 vnđ

HMI DELTA DOP-107WV 7inch Ethernet 2 Cổng COM độc lập
Giá: 5.900.000 vnđ

BỘ SERVO DELTA B2 3KW GIÁ RẺ
Giá: 28.000.000 vnđ

ĐỘNG CƠ SERVO DELTA ECMA-E21310RS 1KW
Giá: 8.622.000 vnđ

Cáp Servo Delta ASDA-B2/AB
Giá: 350.000 vnđ

ĐỘNG CƠ SERVO DELTA ECMA-E21315RS 1.5KW
Giá: 11.039.000 vnđ

HMI DELTA DOP-110IS 10.1inch Ethernet Cao cấp
Giá: 8.500.000 vnđ

ĐỘNG CƠ ECM-B3M-C20604SS1 400W CÓ THẮNG
Giá: 5.490.000 vnđ

 Trâm Anh
Trâm Anh- 0947 767 687
- oanhkieu211188@gmail.com
-
Trần Hiến
- 0902 590 312
- trandinhhien128@gmail.com








